
Solutions CAREL pour le monde de la peinture
Le groupe CAREL propose une large gamme de solutions pour le contrôle des conditions environnementales dans les processus industriels de traitement de surface.
L'humidification, le refroidissement par évaporation, la récupération de chaleur et la régulation intégrée de composants à haut rendement pour les unités de traitement de l'air sont au cœur du savoir-faire de CAREL dans les processus de peinture.

Contrôle complet de l'humidité de la cabine de peinture
L'humidité relative est un paramètre fondamental pour garantir la qualité d'un processus de peinture. Avec l'utilisation croissante de peintures à base d'eau, il est fondamental de maintenir l'humidité relative entre 50 et 70% RH, afin de garantir une nébulisation, une distribution et un étalement corrects de la peinture sur le support, ainsi que d'éviter les problèmes pendant la phase d'évaporation.
CAREL propose une vaste gamme d'humidificateurs et de capteurs pour un contrôle complet de l'humidité dans la centrale de traitement de l'air, dans les conduits et directement dans la pièce.
heaterSteam

heaterSteam est un humidificateur électrique fiable et précis de CAREL qui fonctionne avec n'importe quel type d'eau d'alimentation.
La fonction de choc thermique de heaterSteam élimine les dépôts minéraux des réchauffeurs, minimisant ainsi les besoins d'entretien.
heaterSteam est le choix idéal pour les cabines de peinture de petite et moyenne taille et pour le retrofit des cabines existantes, grâce à l'utilisation de la vapeur qui est absorbée dans les petits espaces et avec des vitesses d'air élevées (par exemple 8 m/s).
humiFog

humiFog est un atomiseur adiabatique à haute pression pour l'humidification et le refroidissement par évaporation, qui se caractérise par une grande efficacité et une faible consommation d'énergie.
Idéal pour les grandes cabines de peinture, une seule unité peut humidifier des flux d'air allant jusqu'à 400 000 m3/h, ou réguler l'humidité dans un système multizone comprenant jusqu'à 12 cabines avec des points de consigne différents (jusqu'à 1350 kg/h).
Grâce à la certification sans silicone et aux systèmes de distribution certifiés ATEX résistants aux températures élevées (-20/150°C), humiFog répond aux exigences les plus strictes en matière de sécurité et de fiabilité.
En outre, humiFog peut distribuer de l'eau atomisée directement dans la pièce, afin de réduire les poussières en suspension et de réguler les décharges électrostatiques.
Récupération de chaleur et réduction des coûts
L'utilisation de grands volumes d'air frais pour garantir la santé et la sécurité des opérateurs et des conditions climatiques correctes à l'intérieur des cabines de peinture implique également des coûts de chauffage et de refroidissement élevés. Le flux d'air est en effet extrait, filtré et évacué. L'utilisation d'unités de récupération de chaleur à haut rendement permet de récupérer l'énergie de l'air vicié, réduisant ainsi les coûts de chauffage et de refroidissement et les émissions polluantes correspondantes jusqu'à 80 %.
Recuperator et Klingenburg, toutes deux sociétés faisant partie du Groupe CAREL, offrent une large gamme de solutions techniques pour la récupération de la chaleur dans les processus de peinture.
Échangeurs de chaleur à flux croisés

Les échangeurs de chaleur à plaques à flux croisés sont la solution la plus adaptée pour récupérer la chaleur des flux d'air contenant des particules en suspension et des substances dangereuses, grâce à leur large pas d'ailettes qui réduit l'encrassement et facilite le nettoyage, et à la séparation complète des flux d'air pour éviter de contaminer l'air frais.
Ces récupérateurs de chaleur sont la solution idéale pour les cabines de peinture de petite et moyenne taille, de 10 000 à 50 000 m3/h. Enginia, société du Groupe CAREL, fournit les registres de contrôle et de by-pass à monter sur les récupérateurs de chaleur.
Roues thermiques

Les roues thermiques Klingenburg sont la solution préférée des industries automobile et aérospatiale pour la récupération de chaleur avec une efficacité et une sécurité élevées et une maintenance préventive minimale.
Des systèmes automatisés de nettoyage à haute pression éliminent avec précision les dépôts de peinture sur les ailettes, ce qui garantit une faible perte de charge et un échange thermique maximal. En outre, des solutions techniques développées en collaboration avec les leaders du marché garantissent l'absence totale de contamination croisée entre les flux d'air.
Les roues thermiques sont la solution idéale pour les cabines de peinture de moyenne et grande taille, garantissant la récupération de chaleur pour des débits d'air allant jusqu'à 200 000 m3/h.
Contrôle intégré des variables
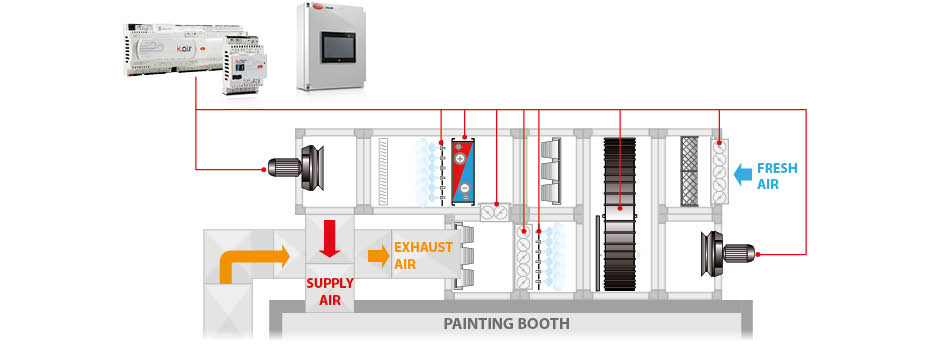
CAREL dispose de solutions évolutives prêtes à l'emploi pour mettre en œuvre une logique avancée de contrôle et de réduction de la consommation d'énergie. La logique de gestion automatisée du chauffage, de la récupération de chaleur, du freecooling et du refroidissement mécanique, optimisée en fonction des paramètres environnementaux et de processus, la gestion de la pressurisation des cabines de pulvérisation, le contrôle du blocage des filtres et la régulation avancée de l'humidification adiabatique et du refroidissement par évaporation sont des stratégies clés pour atteindre ces objectifs.